
最近在有业内朋友咨询焊接螺母脱扣滑牙的问题,下面就对焊接螺母的选用来一个抛砖引玉的说明,供大家参考!大家有什么观点想法也可以留言讨论。
在空间结构(如封闭结构、空间较小无法安放螺母固定装置时)受到限制时,一般采用焊接螺母,常用凸焊螺母,有时为了保证焊接强度,也采用弧焊焊接螺母。螺母焊接到结构件本体上,采用拧紧螺栓的拧紧方式。
凸焊螺母通常分为六角法兰面凸焊螺母、四方焊接螺母、六角焊接螺母等,焊接螺母选用时,一般优选四方焊接螺母、六角焊接螺母。如果支撑面太小,接触应力不能满足设计要求时,选用六角法兰面焊接螺母。为了防止焊接飞溅及电泳漆黏附到焊接螺母的螺纹上,焊接螺母螺纹处一般采用涂NYCOTE涂层。

六角法兰面焊接螺母标准主要有QC/T872-2011焊接六角凸缘螺母(如图12)、VW60455六角法兰面焊接螺母、GMW3236六角法兰面焊接螺母。三种六角法兰面焊接螺母都是参照ISO21670标准,但QC/T872标准中凸焊点样式为直角三角尖形与其它标准的等腰三角形存在差别。

QC/T872及GMW3236两种标准的六角法兰面焊接螺母的性能等级满足10级螺母的要求,而VW60455标准的六角法兰面焊接螺母满足10级(不进行调质处理)及12级(进行调质处理)的要求,在对六角法兰面焊接螺母选用时需要根据设计要求灵活选用。

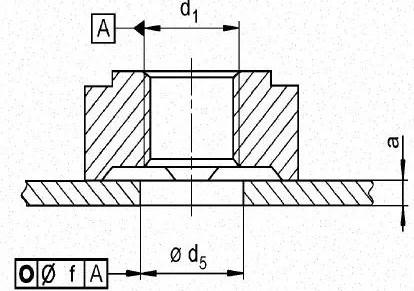
六角法兰面焊接螺母的焊接板厚及螺栓孔的孔径尺寸要求如下。

六角法兰面焊接螺母板厚及孔径要求

四方焊接螺母常用标准有GB/T13680、VW60432、VW60449,其中GB/T13680标准四方焊接螺母保证载荷介于6级和8级螺母保证载荷之间,特别要注意是介于6到8级之间,往往是保证载荷满足标准要求,但是与8.8级甚至10.9级的螺栓匹配拧紧时候就会产生滑牙脱扣;同时,GB/T13680及VW60432两种标准的焊接螺母高度尺寸完全一致,而VW60449焊接螺母的高度尺寸要比GB/T13680及VW60432高度尺寸更大。

四方焊接螺母的焊接板厚及螺栓孔的孔径尺寸要求如下。

四方焊接螺母板厚及孔径要求

除了以上标准的焊接螺母外,在日系车型中还能见到采用非标准的焊接螺母,仅仅是用低碳钢制出的带内螺纹的圆筒代替标准的焊接螺母,这种焊接螺母的高度比标准高度也是要明显的高出不少的,就是为了保证足够的啮合长度。

图 日系车采用的非标焊接螺母
焊接螺母中保证载荷是在焊接前进行测试满足设计要求,焊接螺母焊接后因为受到焊接热量的影响,往往可能会导致焊接螺母的保证载荷降低。因此,与螺栓匹配的焊接螺母选用时可以选用比螺栓高一个等级的焊接螺母。
没有进行调质热处理涂层的螺母与螺栓的强度等级≤8.8级的的螺栓啮合(依据DIN EN ISO 898-1),这样可确保超负荷时,在即使出现螺栓断裂的情况下,螺母仍然不会产生破坏。
下面借助于超弹性的拧紧方式给出相关的解释说明:
例1:
螺栓 M8,强度10.9级,在采用扭矩转角法过屈服拧紧时,安装预紧力为29000 N 到36000 N。为了确保在超弹性过屈服拧紧时螺母的螺纹不滑丝,对螺栓和螺母的估计实际预紧力可能再增加10 %(因为用淬硬芯棒测量出的保证载荷往往比用螺栓测量出的高10%左右)。
这样预计的安装预紧力就在31900 N 到39600 N 之间。
规格为M8 的焊接螺母保证载荷测试力为38100 N。
这就是说,在一些情况下,当10级螺母和10.9级螺栓配对,在超弹性过屈服拧紧时,采用10级保证载荷的焊接螺母就可能存在螺母螺纹滑牙的可能。
例2:
螺栓 M8,强度8.8级,在采用扭矩转角法过屈服时,安装预紧力见为19500 N 至26000 N。为了确保在超弹性过屈服拧紧时螺母的螺纹不滑丝,对螺栓和螺母的估计实际预紧力可能再增加10 %。
这样预计的安装预紧力在21450 N 到28600 N ,在此预紧力下,采用10级螺母保证载荷,不需要调质热处理的焊接螺母不会出现螺母螺纹滑牙的危险。
另外,根据计算,理论上出现最大屈服强度、抗拉强度和出现最小摩擦数的螺栓还可能会多出20 %的安装预紧力。所以,一般焊接螺母都是永久焊接于结构件上的,为了保证焊接螺母的螺纹不会产生滑牙损坏,设计时,可以要求与8.8级螺栓匹配的焊接螺母保证载荷满足10级螺母保证载荷(高规格,螺母高度约为1×d,不需要进行调质热处理的焊接方螺母、焊接六角法兰面螺母)要求,与10.9级螺栓匹配的焊接螺母保证载荷满足12级螺母保证载荷(高规格,螺母高度约为1×d,需要进行调质热处理的焊接方螺母、焊接六角法兰面螺母)要求。
综上所示,在设计焊接螺母的时候,为了保证不会产生螺纹滑牙脱扣,同时,焊接螺母焊接后一般需要进行电泳处理,这样往往会造成电泳漆涂到螺纹上,相当于减小了螺纹的尺寸,与螺栓拧紧时候本身就会比较难以拧入,车间里往往能够看到需要进行攻丝或回丝处理一下,所以对于焊接螺母也是推荐用涂胶防焊渣防电泳的处理或者设计与螺栓螺纹之间更大间隙的公差设计,如采用6E的焊接螺母公差。焊接螺母的公差和涂螺纹胶问题后面在本微信号中我们再进行详细的讨论。在设计焊接螺母的时候,建议设计焊接螺母的强度比原要求的普通螺母高出一个强度等级,这样一般不会出现滑牙脱扣的情况。